定位精度:±20um
重复精度:±20um
划线速度:200mm/s
切割厚度:≤2mm
加工幅面:300*500mm
聚焦光斑:2-20um
扫描范围:60*60mm
加工图案:所见即所得
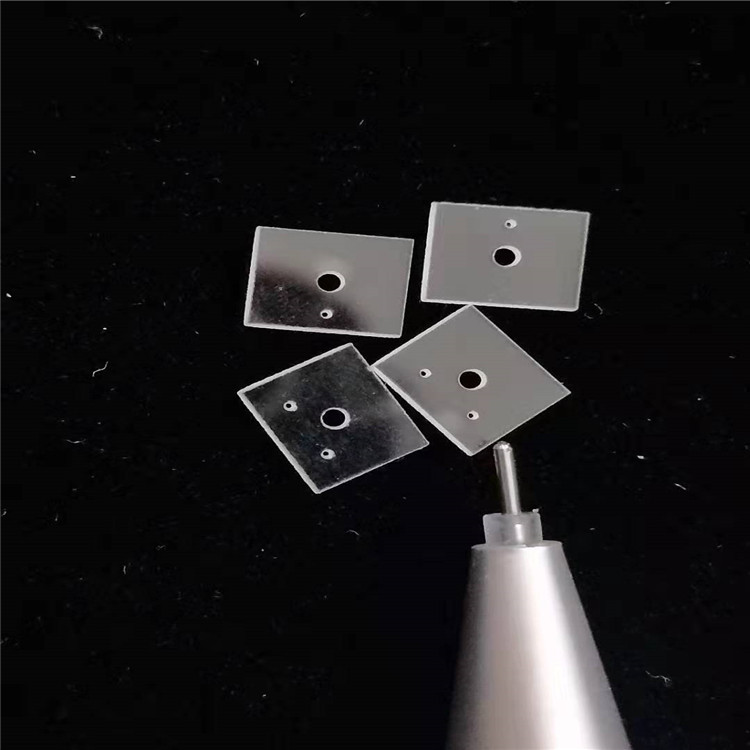
激光切割甭边量:20-150um
激光设备:红外、紫外、绿光
波长:纳秒、皮秒
备注:依据材料和精度选择不同激光加工设备
我公司现拥有紫外纳秒、绿光纳秒、红外纳秒、绿光皮秒等多种激光光源设备,拥有准直聚焦系统、振镜聚焦系统等多种光学平台,可配合客户参与研发。我公司拥有过1000平米的万级洁净实验室和生产车间,一支经验丰富的技术开发和管理团队,和过30台包括紫外激光器,快激光器,光纤激器,二氧化碳激光器等进口激光精密切割打孔设备,以及配套的加工平台,公司还拥有包括3D显微镜,激光干涉仪,红外热成像仪,等检测和分析工具。
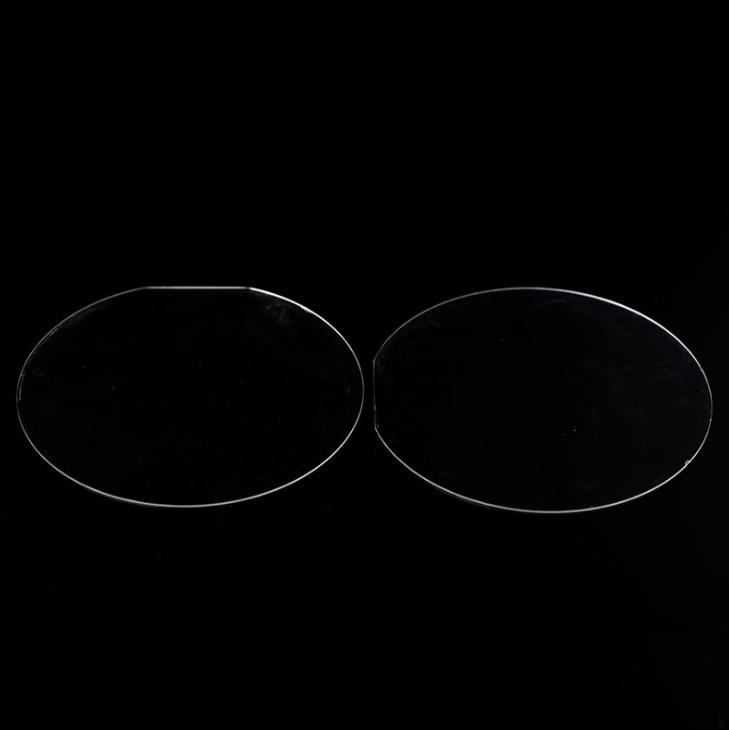
传统的玻璃切割工艺包括轮切割和CNC研磨切割。轮切割的玻璃崩边大、边缘粗糙,良率较低,材料利用率较低,切割完后还需进行复杂工序的后处理,在进行异型切割时,速度及精度会大幅下降,有些异型屏因转角太小,根本无法用轮切割。CNC较轮的精度高,精度≤30μm,崩边比轮小,约40μm,缺点是速度慢。
传统激光切割玻璃为消融机理,利用聚焦后的高能量密度的激光将玻璃融化甚至气化,高压的气体则将余的熔渣吹除。由于玻璃易碎,高重叠率的光斑会累积过度的热在玻璃上,使玻璃,因此激光无法使用高重叠率的光斑进行一次切割,通常使用振镜进行高速扫描,将玻璃一层一层去除,一般的切割速度小于1/s。

成丝切割即是这种原理实现的一种可行的玻璃切割工艺,当快激光束通过玻璃材料传播时,同时存在克尔自聚焦和等离子体散焦,光束在两者平衡中能实现长距离传播,在材料中形成微米级的丝孔,这种丝孔在玻璃中能延展几毫米的深度。直线电机控制玻璃工件相对于激光束进行运动来生成等间距的众多丝孔,通过优化丝孔间距产生沿直径方向的微裂纹。对存在微裂纹的玻璃施加的作用,可增加微裂纹处的应力,使玻璃沿微裂纹断裂,达到切断的目的。
这是玻璃被激光改性过的结果,改性后的玻璃与原本的性质不同。而这样的加工方式也确保了加工过程中不会对所涉及的空间范围的周围材料造成影响,从而做到了加工的“精细”。

激光切割玻璃的主要工艺有两种:一种是熔融切割法,另一种是裂纹控制法。
1)熔融切割法
利用玻璃处在软化的温度下具有较好的塑性和延展性,用聚焦的CO2激光或者紫外激光照射到软化的玻璃表面,激光具有的较高的能量密度会导致玻璃融化,然后用气流吹走熔融的玻璃,产生沟槽,从而实现玻璃的熔融切割。
2)裂纹控制法
这是一种常用的激光切割方法。1、对玻璃表面进行激光加热,较高的能量会使该处的温度急剧升高,表面产生较大的压应力,但该压应力不会使玻璃产生破裂;2、对该区域进行急剧的冷却,一般采用冷却气体或者冷却液,急剧的降温会使玻璃表面产生较大的温度梯度和较大的拉应力,这个拉应力会使玻璃表面沿着预定划线的方向开始破裂,实现玻璃的切割。

选择适宜的激光器,考虑的因素包括波长、输出功率、光束模式、灵活性、费用、性以及是否利于系统集成等。一般来说切割玻璃,通常选用CO2激光器或皮秒激光器等。
CO2激光器发射的激光波长为10.6μm,而玻璃能强烈地吸收波长10.6μm的激光,几乎所有的激光能量都被玻璃表面15μm吸收层所吸收,所以玻璃激光切割系统几乎都配置CO2激光器。
http://jieshmily.cn.b2b168.com