定位精度:±20um
重复精度:±20um
较小切割线宽:15um
划线速度:200mm/s
切割陶瓷厚度:0.05-2mm
加工幅面:300*500mm
聚焦光斑:2-20um
扫描范围:60*60mm
加工图案:所见即所得
激光切割甭边量:20-150um
激光设备:红外、紫外、绿光
波长:纳秒、皮秒
陶瓷打孔孔间距:不小于1mm
较小孔径:0.1mm
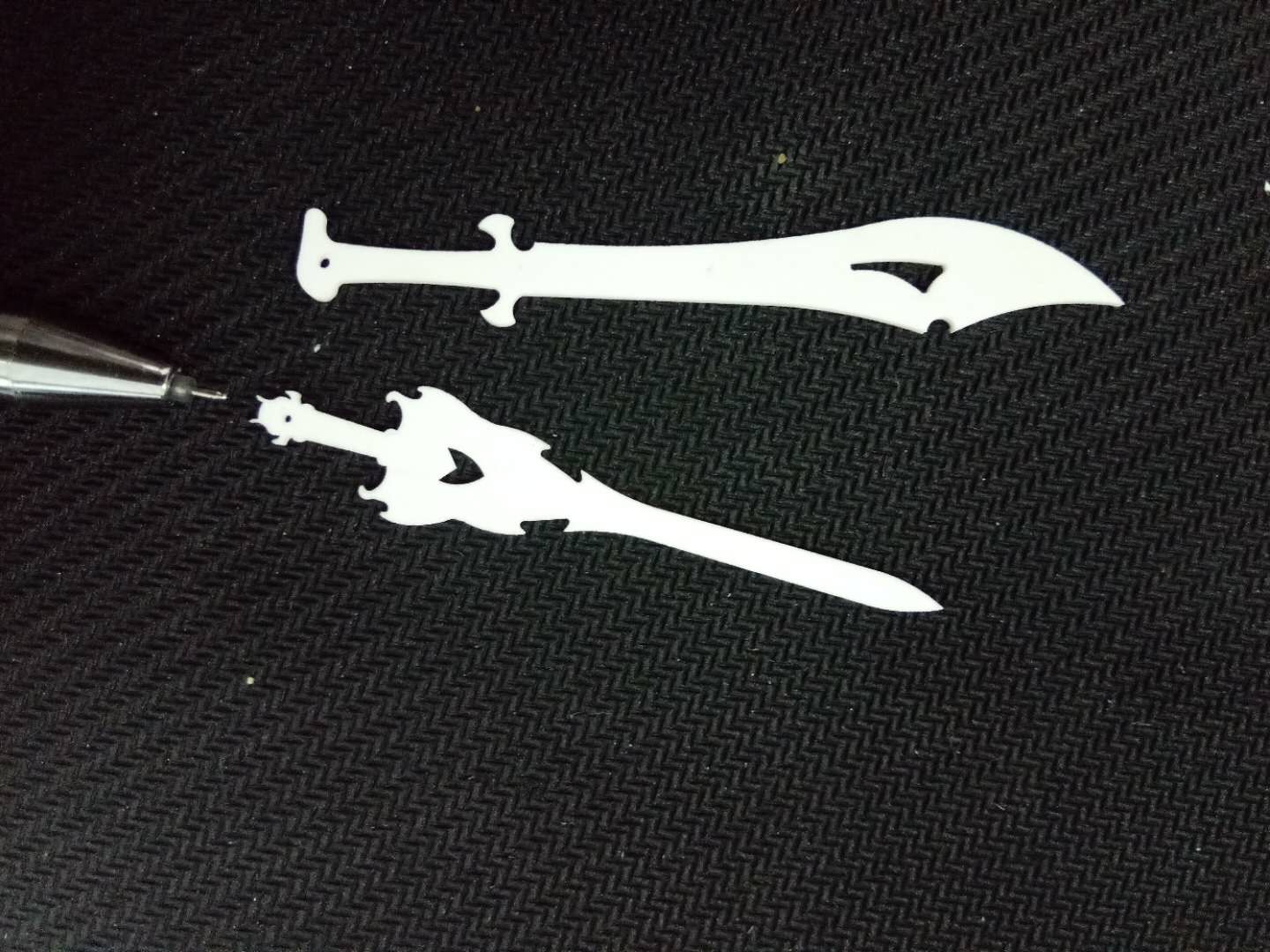
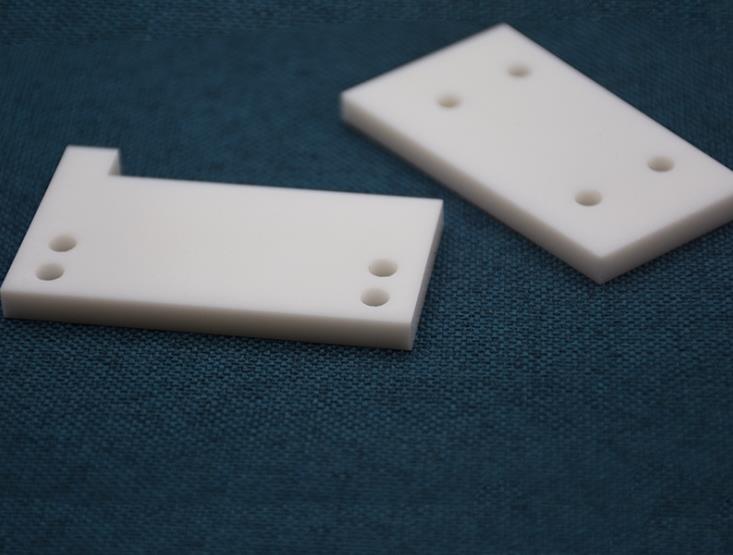
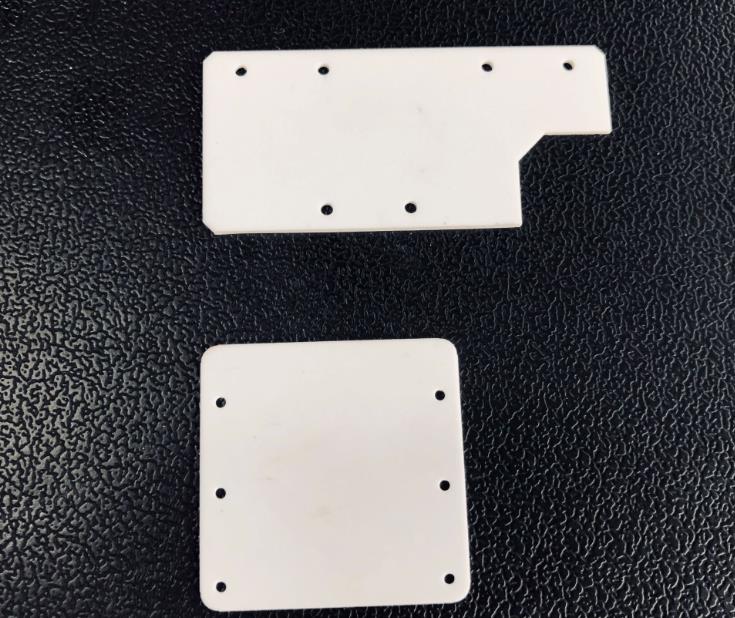
众所周知,二氧化碳激光器和高功率光纤激光器广泛应用于传统的金属/钣金切割,但北京华诺恒宇激光精密切割事业部的激光切割,主要专注于微观精密加工,因此致力于中小型功率的激光切割,在细微尺度、精密程度和切割质量等方面不断前进和追赶,我们的切割效果具有:热影响区域小,度高,边缘质量好,应用材料广等优点。对陶瓷,硅,蓝宝石,薄金属片,玻璃等材料,我们能够进行高质量的精密切割、打孔加工。
玻化砖的切割常采用切割和水刀切割。切割属于固结切割方式,一般是各种类型的手动切割机、金刚石锯片。砖坯通过切割机工作平面上的导轨,人工推入金刚石锯片下方。这种切割工具与石材切割工具相同,还可以用碳化硅、刚玉等锯片来切割玻化砖。切割过程中因摩擦而产生大量的热量,易造成切割片发热、变形,磨粒因粘结剂受热膨胀而松动等等,加速切割片得损耗,影响切割精度,因此常采用水冷。近年来,随着水刀切割技术的兴起,切割方式在玻化砖的切割中日益减少,水刀切割成为玻化砖切割的主要方式。
首先分析超声加工硬脆陶瓷材料的实际意义,再对目前陶瓷材料的加工理论基础和工艺手段进行总结,以实际加工运动过程为基础,结合压痕断裂力学理论分析纵扭复合振动超声加工陶瓷材料破碎去除机理,搭建试验平台,以加工过程物理量磨削力的变化规律和加工材料表面形貌分析材料去除过程机理,与理论相结合,丰富振动输出模式,满足陶瓷材料高精密的加工要求,主要研究方法和结论如下:1、首先通过总结目前关于陶瓷材料加工机理研究的理论基础和存在的加工工艺手段的优劣性,得到复合振动超声对加工陶瓷材料具有一定的优越性,并对复合振动超声加工在硬脆类材料上的研究应用进行归纳,确定了纵扭复合振动超声加工对陶瓷材料的工艺优势;
**玻璃:广泛称呼(包含亚克力),将所有由透明塑料如PS、PC等。或由劣质之回收MMA所制成之板材均统称为**玻璃。亚克力:按聚合工艺分为浇铸板(Cast Sheet)和挤出板(Extruded Sheet),其中浇涛板分子量较高,更具刚性、抗裂,因而比较适合于加工大尺寸标牌。此外,浇涛工艺更适合生产小批量不同颜色的板材。而挤出板分子量较低,柔性高,适于真空吸塑成型,挤出工艺能更好控制板材厚度,生产大批量单色板较为经济。由纯料MMA所制成之PMMA板一律以亚克力板称呼之。

一种采用激光切割技术在Si3N4陶瓷表面预制微小切口,并结合SENB法测定陶瓷材料断裂韧性的新方法.利用连续激光束在陶瓷表面加工出切口,在三点弯曲实验前后分别运用激光共聚焦显微镜(LSCM)和扫描电镜(SEM)测量切口宽度和深度,而后计算陶瓷材料断裂韧性.在此基础析激光输出功率P,激光辐照光斑直径D和激光切割速率Vw与材料断裂韧性值的内在联系.结果表明:输出的激光能量密度达到陶瓷切割加工阈值后,光束在试件表面制得对应切口;切口深宽比为4.3~4.8时测得的Si3N4陶瓷断裂韧性值具有较高精度.
http://jieshmily.cn.b2b168.com