定位精度:±20um
重复精度:±20um
较小切割线宽:15um
划线速度:200mm/s
切割厚度:≤2mm
加工幅面:300*500mm
聚焦光斑:2-20um
扫描范围:60*60mm
加工图案:所见即所得
激光切割甭边量:20-150um
激光设备:红外、紫外、绿光
波长:纳秒、皮秒
备注:依据材料和精度选择不同激光加工设备
北京华诺恒宇光能科技有限公司,成立于2002年,是专注于半导体、印制电路板、陶瓷电容、柔性线路板、LED微精密加工(纳米级)的高科技公司,在精密切割、打孔、微孔加工领域占据一定的市场份额,系高精度制造加工系统的*。
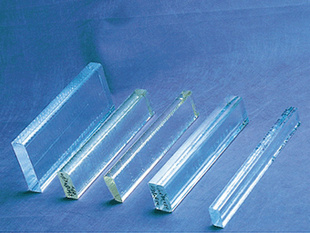
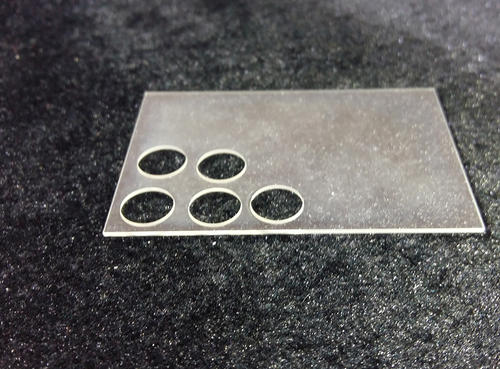
众所周知,二氧化碳激光器和高功率光纤激光器广泛应用于传统的金属/钣金切割,但北京华诺恒宇激光精密切割事业部的激光切割,主要专注于微观精密加工,因此致力于中小型功率的激光切割,在细微尺度、精密程度和切割质量等方面不断前进和追赶,我们的切割效果具有:热影响区域小,度高,边缘质量好,应用材料广等优点。对陶瓷,硅,蓝宝石,薄金属片,玻璃等材料,我们能够进行高质量的精密切割、打孔加工。
传统的玻璃切割工艺包括刀轮切割和CNC研磨切割。刀轮切割的玻璃崩边大、边缘粗糙,良率较低,材料利用率较低,切割完后还需进行复杂工序的后处理,在进行异型切割时,速度及精度会大幅下降,有些异型全面屏因转角太小,根本无法用刀轮切割。CNC较刀轮的精度高,精度≤30μm,崩边比刀轮小,约40μm,缺点是速度慢。
传统激光切割玻璃为消融机理,利用聚焦后的高能量密度的激光将玻璃融化甚至气化,高压的气体则将余的熔渣吹除。由于玻璃易碎,高重叠率的光斑会累积过度的热在玻璃上,使玻璃龟裂,因此激光无法使用高重叠率的光斑进行一次切割,通常使用振镜进行高速扫描,将玻璃一层一层去除,一般的切割速度小于1/s。

超快激光切割玻璃的原理和优势
近年来超快激光(或称超短脉冲激光)取得了飞速发展,尤其在玻璃切割的应用上取得了非常优异的表现。
其原理主要在于超快激光通过聚焦头聚焦获得具有高峰值功率密度的微米级光束,作用在玻璃材料上时,光束中心光强度比边缘低,使得材料中心折射率比边缘变化大,光束中心传播速度比边缘慢,光束出现非线性光学克尔效应来产生自聚焦(波前聚焦),继续提升功率密度,直到达到某个能量阈值,材料产生低密度等离子体,降低材料中心折射率,实现光束散焦。在实际切割玻璃中,优化聚焦系统及焦距,可实现重复性聚焦/散焦过程,形成稳定穿孔。

激光切割玻璃的主要工艺有两种:一种是熔融切割法,另一种是裂纹控制法。
1)熔融切割法
利用玻璃处在软化的温度下具有较好的塑性和延展性,用聚焦的CO2激光或者紫外激光照射到软化的玻璃表面,激光具有的较高的能量密度会导致玻璃融化,然后用气流吹走熔融的玻璃,产生沟槽,从而实现玻璃的熔融切割。
2)裂纹控制法
这是一种常用的激光切割方法。1、对玻璃表面进行激光加热,较高的能量会使该处的温度急剧升高,表面产生较大的压应力,但该压应力不会使玻璃产生破裂;2、对该区域进行急剧的冷却,一般采用冷却气体或者冷却液,急剧的降温会使玻璃表面产生较大的温度梯度和较大的拉应力,这个拉应力会使玻璃表面沿着预定划线的方向开始破裂,实现玻璃的切割。

成丝切割即是这种原理实现的一种可行的玻璃切割工艺,当超快激光束通过玻璃材料传播时,同时存在克尔自聚焦和等离子体散焦,光束在两者平衡中能实现长距离传播,在材料中形成微米级的丝孔,这种丝孔在玻璃中能延展几毫米的深度。直线电机控制玻璃工件相对于激光束进行运动来生成等间距的众多丝孔,通过优化丝孔间距产生沿直径方向的微裂纹。对存在微裂纹的玻璃施加的作用,可增加微裂纹处的应力,使玻璃沿微裂纹断裂,达到切断的目的。
这是玻璃被激光改性过的结果,改性后的玻璃与原本的性质不同。而这样的加工方式也确保了加工过程中不会对所涉及的空间范围的周围材料造成影响,从而做到了加工的“超精细”。
http://jieshmily.cn.b2b168.com