定位精度:±20um
重复精度:±20um
较小切割线宽:15um
划线速度:200mm/s
切割厚度:≤2mm
加工幅面:300*500mm
聚焦光斑:2-20um
扫描范围:60*60mm
加工图案:所见即所得
激光切割甭边量:20-150um
激光设备:红外、紫外、绿光
波长:纳秒、皮秒
备注:依据材料和精度选择不同激光加工设备
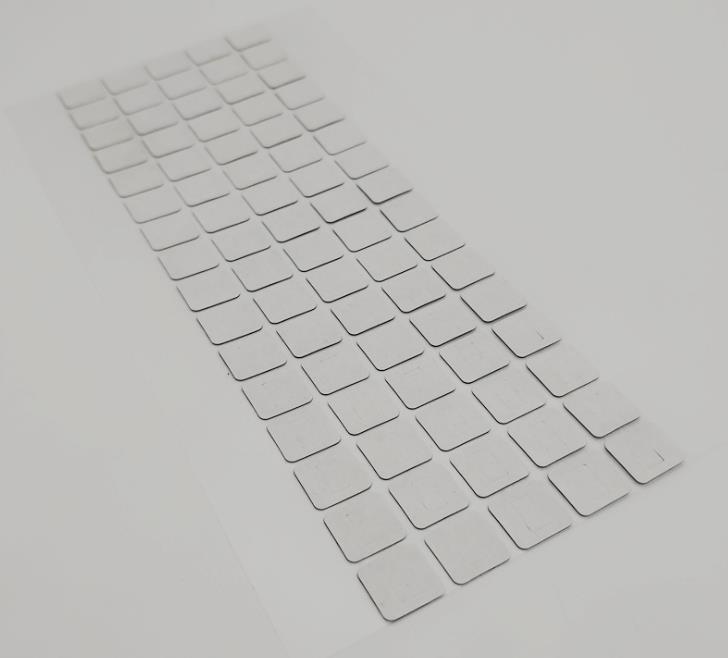
华诺激光依托激光技术,致力于激光精密切割打孔,焊接加工研发和代工服务的高科技企业。拥有一支经验丰富的技术开发和管理团队,以及超过20台的包括紫外激光器,超快激光器,光纤激光器,二氧化碳激光器等进口激光源,以及配套的加工平台。公司专注于超薄金属、非金属薄膜的精密切割、超薄金非金属的狭缝切割、微孔加工、小孔加工等
非金属薄膜切割薄膜切割速度
切割速度决定了激光加工的时间和薄膜材料吸收的激光能量的大小,进而影响切割热影响区的大小。薄膜切割,飞行光路式的方式,切割速度通常大于100/s;振镜式扫描激光加工方式,通常速度大于500/s。如果切割速度达到数千米每秒,要注意激光调制频率和速度的配合,以得到平滑的边缘。

非金属薄膜切割气体
气体可以吹走切口处产生的烟雾;防止废渣和烟雾污染光学镜;为激光热能进行导流,使得激光能量能够更加集中地作用于材料上,增强了激光切割能力。根据切割需要,可以选择助燃或者阻燃的不同气体。
非金属薄膜切割产品特点:
1、采用国内技术研制的高频匀功分离式CO2激光器,激光功率可连续均匀输出,能量充沛,抗干扰能力强;
2、操作系统采用贴近人体工学的一体化设计,操作方便、舒适;动力系统采用闽台直线导轨;运动轨迹平滑细腻,速度精度大幅提高;
3、光学系统采用反射及全透率硅镜片光束质量精细稳定,切割深度大,雕刻精度高;
4、智能化软件编辑,用户可根据加工需要,设置加减速度/匀速操作方式,图文输出可实现清扫、勾线,切割一次性完成,具备兼容AUTOCAD、CORELDRAW、PHOTOSHOP等软件。

非金属薄膜切割焦点位置
薄膜虽然很薄,但也是有一定的厚度。焦点位置在材料上表面,材料中间,材料下表面,甚至上离焦和下离焦。不同焦点位置的选择,可以影响加工效率和加工效果。
在长期的与客户合作过程中,这一宗旨得到了大家的广泛认可。"服务好老客户,结识新客户"是我们永远的追求。欢迎来电来函,真诚期待为您服务。
http://jieshmily.cn.b2b168.com