定位精度:±20um
重复精度:±20um
较小切割线宽:15um
划线速度:200mm/s
切割厚度:≤2mm
加工幅面:300*500mm
聚焦光斑:2-20um
扫描范围:60*60mm
加工图案:所见即所得
激光切割甭边量:20-150um
激光设备:红外、紫外、绿光
波长:纳秒、皮秒
备注:依据材料和精度选择不同激光加工设备
华诺激光依托激光技术,致力于激光精密切割打孔,焊接加工研发和代工服务的高科技企业。拥有一支经验丰富的技术开发和管理团队,以及超过20台的包括紫外激光器,超快激光器,光纤激光器,二氧化碳激光器等进口激光源,以及配套的加工平台。
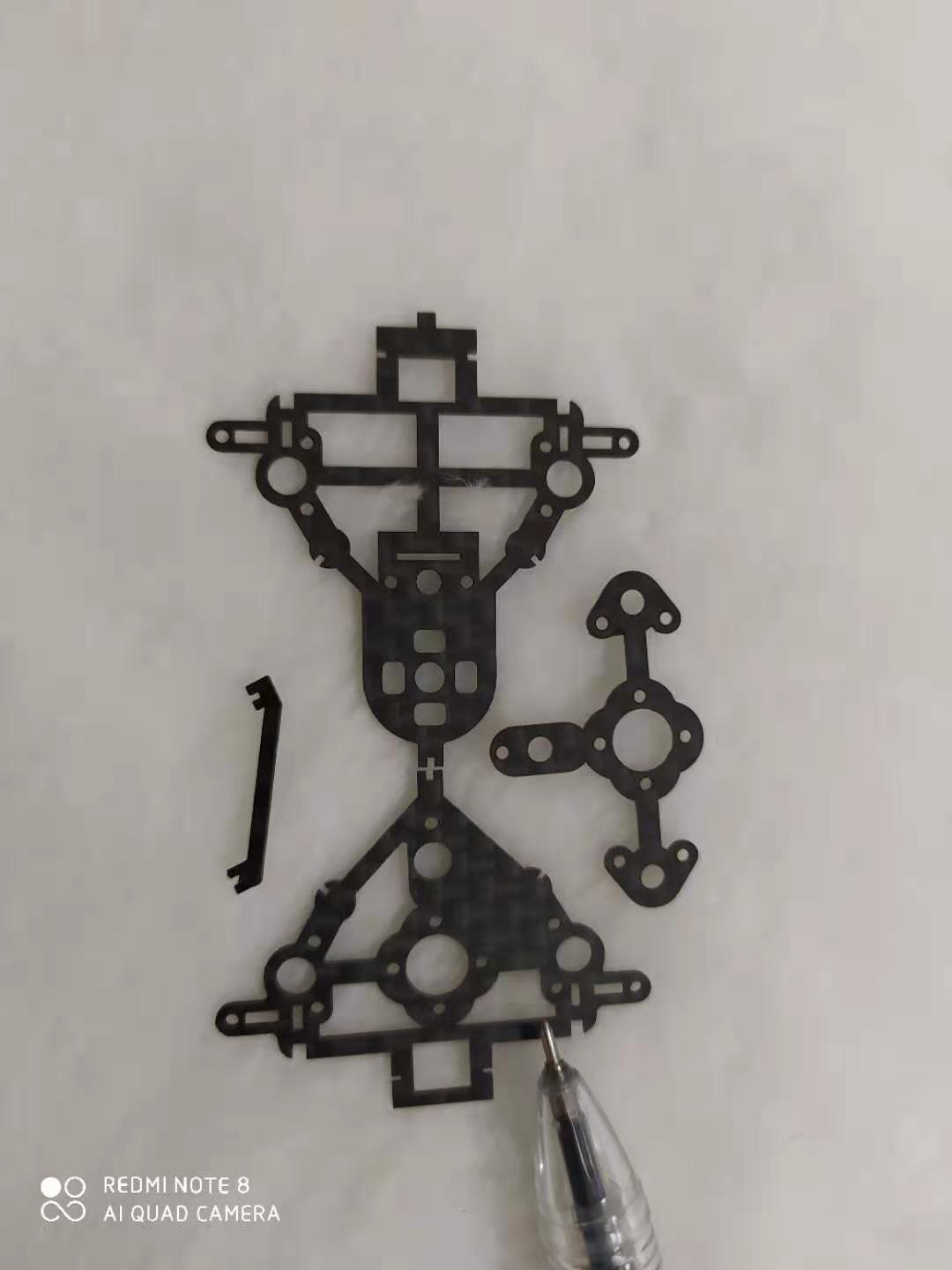
公司专注于航模配件碳纤维, 航模碳纤维, 模型碳纤维, 复合材料碳纤维, DIY碳纤维精密切割、狭缝切割、微孔加工、小孔加工等
碳纤维切割,激光切割速度
激光切割碳纤维速度的选择不仅与激光切割参数有关,更与碳纤维的厚度和碳纤维对激光的吸收率有关。对于功率一定的激光切割设备,碳纤维厚度越厚,激光切割碳纤维时为了获取好的切割质量就必须降低切割速度,这也使得激光切割碳纤维所需时间变长,碳纤维很有可能会过烧,加工质量因此降低;如果想要提高加工效率,势必会引发由于碳纤维吸收能量增加导致的切缝和热影响变大的问题。

碳纤维切割,碳纤维一般为聚氨酯树脂和碳纤维丝复合而成,碳纤维耐高温但是一般树脂基体并不耐高温。在进行碳纤维板加工的时候,如果出现高温会导致基本变软这个时候直接切割碳纤维是比较困难的,对切割的构成较大的损耗,所以在进行碳纤维板切割的时候一定要降低温度。碳纤维布有的碳纤维裁布机,对于碳纤维板的切割,没有的工具,但是传统材料的切割方式一样适用,如机械切割、水切割、超声切割、激光切割等形式都可以对碳纤维板使用。

碳纤维切割激光切割。激光切割机来进行切割的化需要提高功率来保证切割效果,普通低功率的激光切割机对碳纤维制品的切割效果教差。激光切割碳纤维板在边缘部分会有烧灼痕迹。

碳纤维切割,激光切割功率和切割速度对切割表面粗糙、切缝宽度、挂渣的影响尤其重大。脉冲激光功率的大小主要决定脉冲频率和能量这两个因素,所以脉冲频率、能量、切割速度三个因素对脉冲激光切割质量的影响较大。除此之外影响激光切割质量的因素还有激光模式、喷嘴直径等其他因素,其影响力就要小得多。
本公司激光切割打孔加工为非接触性加工,切割打孔过程中,不产生机械挤压或机械应力,因此不会损坏被加工物品,,符合环保要求,具有加工速度快、精细、边缘光滑刺等特点。
http://jieshmily.cn.b2b168.com